當雙色注塑技術仍在復雜機械結構中尋找平衡時,包膠工藝已憑借化繁為簡的哲學,在雙材質復合領域開辟出更具性價比的制造路徑。這種將精密注塑分解為兩次優(yōu)雅蛻變的創(chuàng)新思維,不僅重構了模具設計的基本邏輯,更在醫(yī)療導管觸感層、無人機減震支架等高端領域掀起工藝革命,讓材料融合的邊界向成本洼地持續(xù)推移。
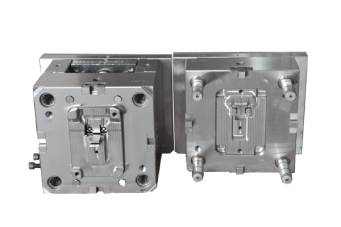
包膠模具的成本優(yōu)勢首先植根于結構設計的簡約性。不同于雙色模具需要精密旋轉機構與雙注射系統協同工作,包膠模具采用分步成型策略。首道工序完成硬質基材注塑后,操作員可手動或通過機械手將半成品轉移至第二套模具,這種物理隔離的生產方式省去了復雜的轉盤機構和同步控制系統。

材料利用率的差異是成本分化的關鍵因素。雙色模具在切換材料時需清空料筒,每次換色產生約200克料耗,而包膠工藝允許兩套獨立注塑機分別作業(yè)。在汽車門板裝飾條生產中,包膠方案使TPE軟膠的浪費率從12%降至4%,年節(jié)約材料成本超80萬元。更巧妙的是,包膠模具可通過設計溢膠槽回收邊角料,這種"零損耗"設計思維正在智能家居配件領域普及。 設備投資門檻的降低拓寬了包膠模具的適用場景。雙色注塑機市場價格通常在300萬元以上,且需要專門培訓的操作團隊。而包膠生產只需兩臺標準注塑機串聯,企業(yè)可利用現有設備升級改造。這種輕資產改造模式特別適合中小型模具企業(yè)快速切入雙材質制品市場。

維護成本的剪刀差在長期運營中愈發(fā)明顯。雙色模具的旋轉機構每月需進行精度校準,液壓密封件每季度更換,而包膠模具的獨立模腔設計大幅降低磨損風險。更值得關注的是,包膠工藝允許兩套模具異步維護,這種彈性維保策略使設備利用率提升18%。
在環(huán)保壓力與降本需求雙重驅動下,包膠模具正進化出新的技術形態(tài)。既保留了包膠模具的成本優(yōu)勢,又突破了精度瓶頸,正在高端消費電子領域挑戰(zhàn)雙色模具的傳統領地。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 包膠模具為啥比雙色模具便宜?
- 精密注塑模具配模公差標準是多少?
- 嵌件模具如何讓塑膠與金屬完美共生?
- 塑膠模具模架上的日期章有何作用?
- 精密注塑模具公差控制在多少微米才合格?