

-
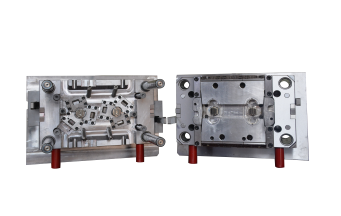
設計多腔模具的基本因素是什么?
合理的型腔布局是設計多腔模具的基礎。布局時,要確保各個型腔到主流道的距離盡量相等,這樣能保證塑料熔體在相同時間內均勻填充到每個型腔,避免出現填充不均的情況。例如采用平衡式布局,從主流道到各個型腔的流道長度、截面形狀和尺寸都保持一致,使得塑料熔體在流動過程中的壓力降、溫度降相同,從而保證每個塑件的質量和尺寸精度一致。
塑料制品生產 多腔模具 23

-
如何為薄壁注塑成型設計有效的塑料模具?
薄壁注塑成型是塑料模具行業中一項高難度的技術,廣泛應用于電子、醫療、包裝等領域。由于產品壁厚較薄,成型過程中容易出現填充不足、變形、縮水等問題。因此,設計一款高效的塑料模具對于薄壁注塑成型至關重要。本文將為您詳細解析如何為薄壁注塑成型設計有效的塑料模具,幫助您提升生產效率和產品質量。
薄壁注塑成型 塑料模具 22

-
如何有效監測和控制塑料模具注塑后的合格率
在塑料模具注塑生產領域,產品合格率猶如企業的生命線,深刻影響著企業成本與市場競爭力。想要在激烈的市場競爭中脫穎而出,實現降本增效,就必須精準把控產品合格率。那么,如何才能有效監測和控制塑料模具注塑后的合格率呢?
塑料模具 注塑生產 20
-
塑料模具定制,如何實現從設計到成品一步到位?
對于企業而言,產品的獨特性和精準度是立足市場的關鍵。塑料模具定制服務正是為滿足這些核心需求而誕生。專業設計團隊會與客戶深度溝通,深入了解產品理念、目標用戶以及使用場景,利用先進的3D設計軟件,將抽象的創意轉化為精細的模具設計圖紙。在設計過程中,充分考量產品功能、外觀美學、生產工藝等多維度因素,確保設計出的模具能完美契合客戶預期,為產品賦予獨特的靈魂。
塑料制品 塑料模具定制 模具制造 12

-
塑料模具定制常遇難題,一文教你全攻克
成本居高不下,如何破局? 模具材料成本和加工費用是塑料模具成本的兩大 “大頭”。一些企業為降低成本選擇低價材料,卻導致模具壽命短、產品次品率高,反而得不償失。其實,尋找性價比高的材料供應商,通過優化設計減少材料浪費,以及采用先進的加工工藝提高生產效率,都能有效降低成本。比如,利用模擬軟件提前優化模具結構,減少不必要的材料使用,同時精準加工,避免返工帶來的額外成本。
塑料模具定制 20

-
解鎖注塑件顏色一致性的四大策略
在注塑成型的行業領域,注塑件顏色的一致性絕非只是錦上添花,它實則是影響產品美觀、關乎品牌形象以及左右市場競爭力的核心要素。那么,怎樣才能精準達成注塑件完美的顏色一致性呢?這背后蘊藏著諸多值得深入探究的關鍵要點。
注塑成型 注塑件 41
